Nanofiltração para Concentração de Soro de Leite até 23% de Sólidos Totais
Tecnologia de Filtração por Membranas
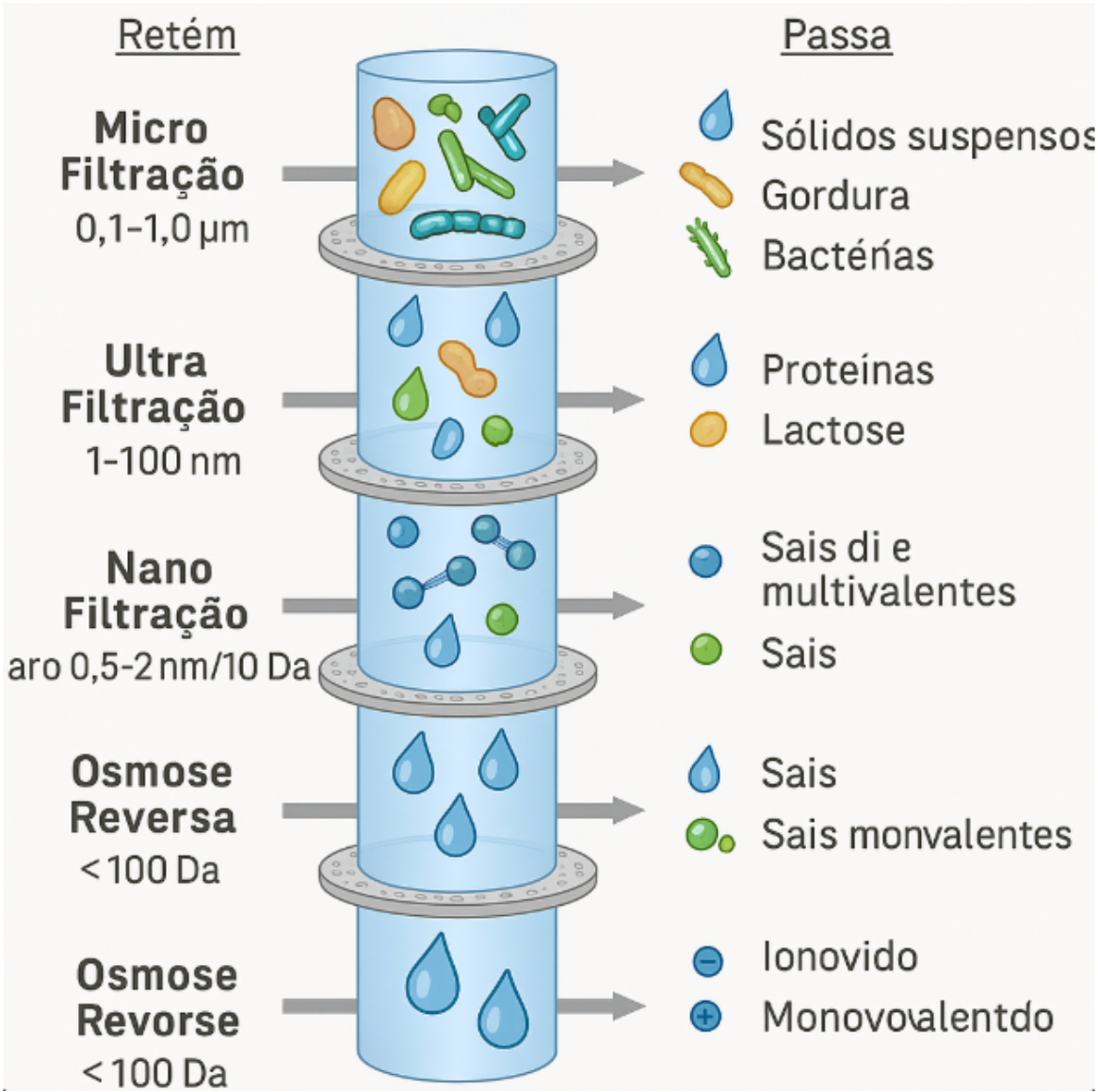
A tecnologia de filtração por membranas é um conjunto de processos de separação de alta eficiência que utiliza membranas semipermeáveis para dividir um fluxo líquido em duas correntes: o permeado, fração que atravessa a membrana, e o retentado, fração que é retida. Dependendo da estrutura da membrana e do tamanho de seus poros, são estabelecidas diferentes faixas de operação, como Osmose Reversa (RO), Nanofiltração (NF), Ultrafiltração (UF) e Microfiltração (MF). A Osmose Reversa é normalmente utilizada quando se deseja remoção intensa de sais dissolvidos e pequenas moléculas, em substituição ou complemento a processos térmicos de concentração com consumo energético mais elevado. A Nanofiltração se aplica em situações em que se busca separar moléculas orgânicas de maior tamanho, parte de sais multivalentes e determinados compostos específicos, permitindo ajuste fino da composição de soro, águas de processo e bebidas entre outros. A Ultrafiltração, por sua vez, é amplamente utilizada para retenção de proteínas, coloides e macromoléculas, sendo a tecnologia-chave para produção de concentrados proteicos a partir de leite e soro, além de diversas aplicações em alimentos, bebidas, farmacêutico e biotecnologia. Já a Microfiltração é empregada em faixas de poros maiores, voltada à remoção de partículas em suspensão, gorduras e microrganismos, contribuindo para clarificação, padronização e suporte à estabilidade microbiológica.
Essas tecnologias encontram aplicação em uma ampla gama de segmentos industriais, como o lácteo, o de bebidas, o alimentício em geral, o farmacêutico, o químico fino e o de tratamento e reúso de água. Em todos esses contextos, a filtração por membranas se destaca pela eficiência energética, pela operação em baixa temperatura, pela possibilidade de modularidade e ampliações, pela redução na geração de resíduos e efluentes e pela grande precisão no atendimento às especificações de produto. Em comparação com outros processos, o uso de membranas permite maior preservação das propriedades nutricionais e sensoriais, menor consumo de energia e melhor aproveitamento da matéria-prima. Na prática, isso se traduz em produtos de maior valor agregado, melhor rendimento industrial e menor impacto ambiental ao longo de toda a cadeia produtiva.
Introdução
O setor lácteo e de ingredientes derivados do leite opera em um ambiente de mudanças contínuas, pressionado por custos de matéria-prima, energia e utilidades, além de desafios de mão de obra qualificada e oscilações de demanda. Em paralelo, cresce a exigência por eficiência operacional, padronização de qualidade e melhor aproveitamento de correntes antes tratadas como subprodutos, com foco em redução de efluentes, menor pegada ambiental e maior captura de valor no portfólio.
Nesse cenário, o soro de leite deixa de ser uma corrente de baixa atratividade e passa a ocupar papel estratégico na fabricação de ingredientes e bases industriais. A busca por racionalização de etapas térmicas, redução de carga orgânica, melhoria do balanço hídrico e controle mais preciso da composição impulsiona a adoção de tecnologias por membranas em aplicações no soro, especialmente quando o objetivo é pré-concentrar sólidos e/ou ajustar o perfil mineral de forma controlada, com maior estabilidade de processo.
A nanofiltração aplicada ao soro se consolida como uma etapa de processo altamente eficiente para pré-concentração e “polimento” de composição, operando antes de evaporadores e secadores, ou como parte de uma arquitetura integrada com outras membranas. Ao combinar seletividade de membrana e controle fino de pressão e vazões, a nanofiltração contribui diretamente para aumento de produtividade, redução de consumo energético global e maior previsibilidade de especificação do concentrado.
Aplicação
O Sistema de Nanofiltração ROTAINOX é projetado para processamento de soro de leite, com foco em pré-concentração de sólidos totais com limite operacional máximo típico de 23% Sólidos Totais, adequado para garantir estabilidade hidráulica, controle de viscosidade e mitigação de riscos de incrustação e perda acelerada de permeabilidade. A operação é baseada em membranas de nanofiltração em regime de média a alta pressão, tipicamente na faixa de 18 a 30 bar (dependendo da composição do soro, temperatura de operação, área instalada e objetivo de separação), utilizando o gradiente de pressão transmembrana como força motriz.
Durante o processo, a corrente de permeado é composta majoritariamente por água e por uma fração dos sais de menor retenção (principalmente monovalentes, conforme o tipo de membrana e as condições de operação), enquanto o retentado é enriquecido em sólidos, com predominância de lactose e demais componentes retidos pela membrana atingindo a faixa de pré-concentração estabelecida, até o teto de 23% de sólidos. Essa etapa reduz de forma significativa a carga de água a ser removida em processos térmicos subsequentes, aumentando a eficiência global da planta e contribuindo para menor consumo específico de vapor e energia elétrica no conjunto (membranas + evaporação/secagem). Adicionalmente, a nanofiltração pode ser configurada para promover ajuste controlado do perfil mineral do concentrado, de acordo com o balanço entre rejeição de sais, fator de concentração e arquitetura de estágios.
Uma estratégia amplamente adotada em laticínios é realizar a pré-concentração de sólidos do soro por nanofiltração, reduzindo de forma eficiente o volume hidráulico e elevando os sólidos a uma faixa controlada, o que melhora o balanço de utilidades e diminui a carga a ser removida nas etapas subsequentes. Na sequência, o concentrado segue para ultrafiltração, onde ocorre a separação seletiva: a fração proteica é retida no retentado e a lactose, água e parte dos sais migram para o permeado, permitindo conduzir o processo até WPC 34, WPC 60 e WPC 80 (na base seca), conforme o arranjo de estágios, área de membrana instalada, fator de concentração e, quando aplicável, a aplicação de diafiltração para ajuste fino de pureza e especificação do produto final.
Características do Sistema
O sistema de Nanofiltração ROTAINOX é concebido em módulos e estágios, dimensionados conforme vazão de projeto, teor final de sólidos (até 23%), estratégia de concentração, limites de pressão, disponibilidade de utilidades e interfaces com a planta existente. O soro é recebido em um tanque de equilíbrio (BTD), responsável por estabilizar vazão e condições de alimentação. A partir desse tanque, uma bomba de alimentação dimensionada para a faixa de pressão de nanofiltração conduz o produto aos módulos, mantendo controle de vazão nominal e rampas de pressurização.
Antes de entrar nos housings de membranas, o soro passa por um sistema de filtro duplo, destinado à remoção de partículas acima do especificado e à redução de risco de deposição em canais, bloqueio parcial e formação de fouling. Dentro dos estágios de nanofiltração, o produto circula em loops com bombas dedicadas, garantindo velocidades tangenciais elevadas na superfície das membranas, condição essencial para controle de camada limite, manutenção de fluxo e estabilidade de operação ao longo do ciclo produtivo.
O fator de concentração é ajustado por meio de válvula de contrapressão (ratio) e malhas de controle de pressão, permitindo operar dentro da janela segura e eficiente para o soro, particularmente à medida que os sólidos se aproximam do limite de 23%, quando a viscosidade e a tendência a incrustações aumentam. Em cada estágio, as correntes são claramente separadas em permeado e retentado (concentrado). A vazão de permeado é medida individualmente por estágio, permitindo monitoramento de desempenho, comparação entre módulos, identificação de desvios e tomada de decisão baseada em dados para ajustes operacionais, acionamento de rotinas de enxágue intermediário ou programação de CIP.
O permeado é direcionado a um tanque pulmão e recalcado por bomba dedicada, para alimentação de um sistema de Osmose Reversa para reúso controlado em utilidades, integração com diafiltração em outras etapas, ou encaminhamento a tratamento, sempre com rastreabilidade e segregação adequadas. O concentrado deixa o sistema por tanque e bomba dedicados, já resfriado por trocador de calor a placas para as etapas subsequentes, favorecendo segurança microbiológica, estabilidade do produto e previsibilidade de desempenho.
Do ponto de vista sanitário, o equipamento é desenvolvido para operação com CIP (Clean-In-Place), sem desmontagem, cobrindo módulos e tubulações associadas. As etapas de pré-enxágue, lavagem alcalina, enxágue intermediário, lavagem ácida e sanitização podem ser configuradas e monitoradas na IHM, com controle de vazões, temperaturas, tempos de recirculação e dosagens de químicos. Essa abordagem assegura repetibilidade, segurança e rastreabilidade, além de contribuir para maior disponibilidade operacional.
A ROTAINOX utiliza componentes reconhecidos no mercado mundial: bombas Alfa Laval, Fristam, Grundfos e Franklin. Válvulas sanitárias de alta robustez como Alfa Laval, instrumentação de vazão/pressão/temperatura/nível Endress Hauser, e automação baseada em CLPs de referência (Siemens, Rockwell ou Schneider), com possibilidade de integração a supervisórios, histórico de dados, alarmes, intertravamentos e diagnósticos remotos. As membranas de nanofiltração (Dupont) são selecionadas conforme objetivo de separação (retenção salina, permeabilidade, resistência química e térmica), tipo de soro e janela de operação, garantindo desempenho consistente e vida útil adequada.