Pasteurização a Placas para Bebidas e Alimentos de Baixa Viscosidade
A pasteurização é um tratamento térmico contínuo que combina temperatura, tempo de retenção e regime de escoamento para reduzir a carga microbiológica e elevar a estabilidade do produto, preservando ao máximo atributos de sabor, cor e funcionalidade. A escolha entre placas e tubular é determinada por características do produto (viscosidade, sólidos, tendência de incrustação, sensibilidade ao cisalhamento), limites de perda de carga, exigências de limpeza e disponibilidade operacional, sempre com foco em repetibilidade de performance e estabilidade do perfil térmico.
Os sistemas de pasteurização são amplamente aplicados em laticínios (leite para envase e para queijo, creme, soro e bebidas lácteas), bebidas (sucos, néctares, chás, bebidas vegetais), alimentos líquidos (molhos, caldas, bases culinárias, ovos líquidos), e também em segmentos como biotecnologia e life sciences, onde correntes compatíveis demandam condicionamento térmico controlado e alta confiabilidade sanitária. Em todos os casos, o projeto deve assegurar tempo de retenção validado, controle de pressão adequado entre circuitos e seleção correta de materiais em contato com o produto, além de execução sanitária que minimize zonas de estagnação e favoreça drenabilidade e limpeza.
Os desafios atuais das indústrias concentram-se em incrustação e perda de eficiência térmica, especialmente em produtos com proteína, minerais e alto teor de sólidos, exigindo estratégias de CIP bem definidas (química, temperatura, velocidade e sequência) e monitoramento contínuo de indicadores. Em paralelo, cresce a demanda por eficiência energética, maior taxa de regeneração, recuperação de calor e redução de consumo de água e químicos, sem comprometer a segurança microbiológica. O avanço de automação e rastreabilidade reforça a necessidade de registrar e auditar parâmetros críticos do processo, garantindo conformidade, repetibilidade e máxima disponibilidade da linha com manutenção simplificada. Descubra como a ROTAINOX pode apoiar a sua fábrica.
Introdução
A pasteurização de bebidas e alimentos líquidos de baixa viscosidade é essencial para assegurar segurança microbiológica, estabilidade de prateleira e padronização de qualidade, mantendo o máximo de integridade sensorial do produto. Aplicável a sucos filtrados, água de coco, vinhos, chás, cervejas, bebidas gaseificadas, bebidas vegetais, ovos líquidos e formulações similares, o regime térmico é definido conforme pH, carga microbiana, teor de sólidos e sensibilidade a temperatura, com predominância de soluções contínuas do tipo HTST (e variações específicas por produto). O objetivo é atingir a letalidade requerida com aquecimento e resfriamento rápidos, reduzindo exposição térmica e preservando aroma, cor e compostos nutricionais.
Os equipamentos Rotainox para baixa viscosidade normalmente utilizam trocadores de calor a placas sanitários (ou tubulares quando requerido por incrustação/compatibilidade de processo), integrando seção de regeneração para máxima eficiência energética, tubo de retenção com tempo efetivo controlado, e instrumentação calibrável para monitoramento de temperatura, vazão, pressão diferencial e condições de segurança. A automação assegura repetibilidade com registros contínuos, intertravamentos e lógica de desvio quando aplicável. Para produtos sensíveis a oxigênio e espuma (ex.: água de coco, cerveja e bebidas carbonatadas), a configuração contempla controle hidráulico e de pressões, minimizando incorporação de ar e variações de CO₂, além de integração direta com envase/armazenamento asséptico ou cadeia fria conforme a estratégia de shelf life. O resultado é uma plataforma sanitária, eficiente e escalável para operações globais, com elevada disponibilidade e CIP validável para manutenção de desempenho e higiene ao longo do tempo.
Características do Sistema
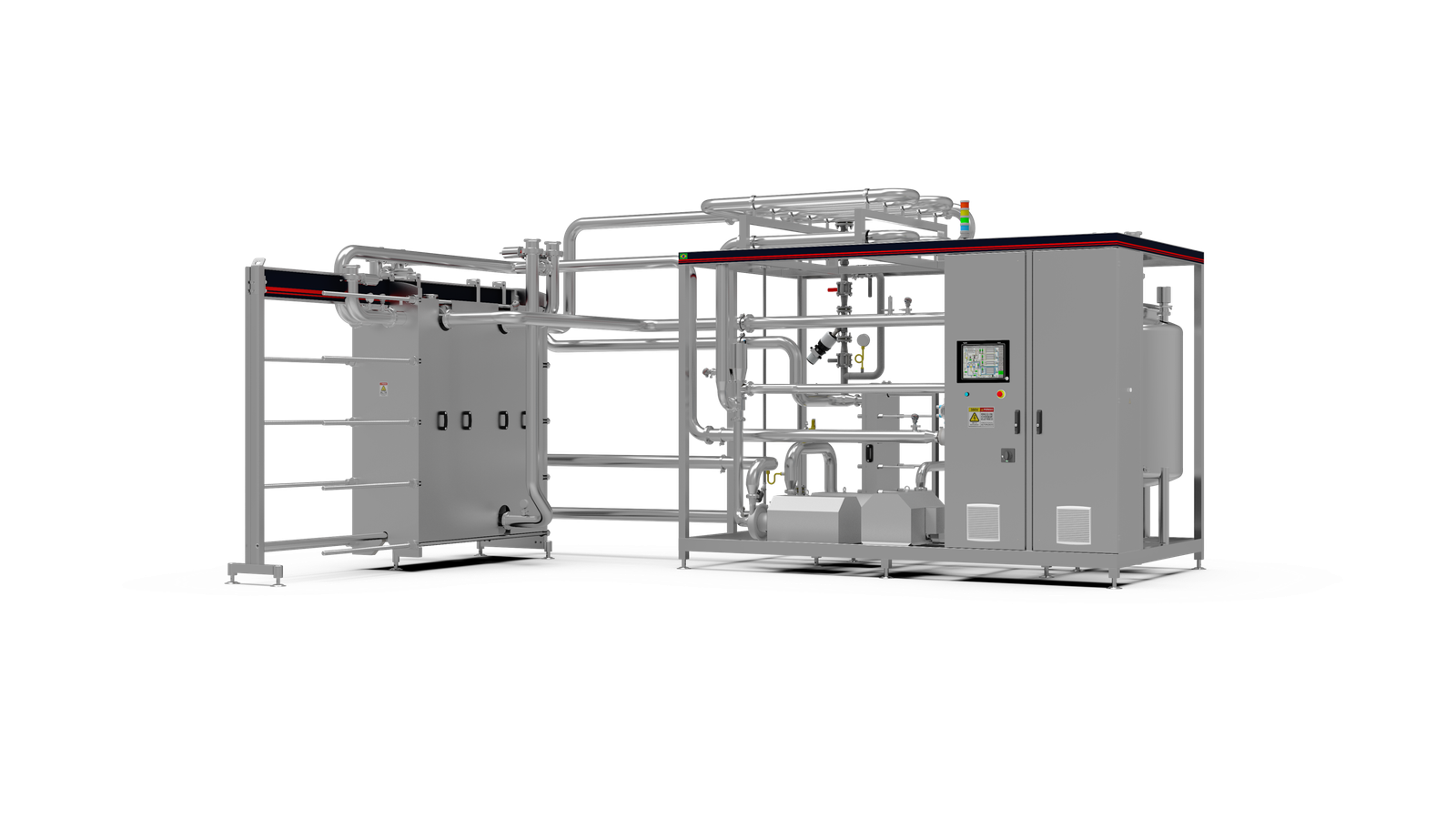
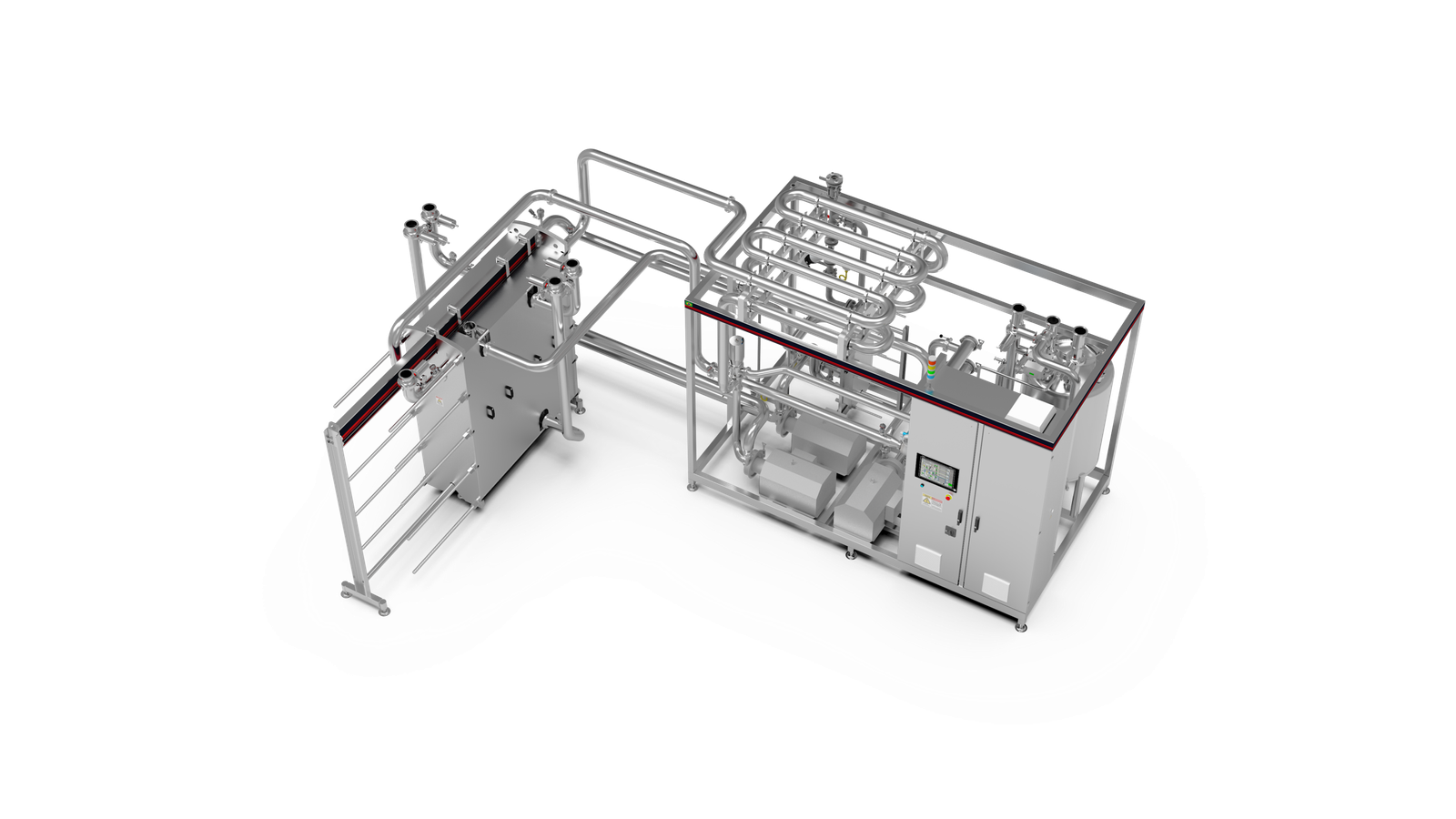
O sistema de pasteurização a placas ROTAINOX para bebidas e alimentos de baixa viscosidade é projetado como um skid compacto e integrado, dimensionado conforme a vazão de projeto (m³/h), o perfil térmico requerido (temperatura x tempo), o nível de regeneração térmica, os limites admissíveis de perda de carga, a disponibilidade de utilidades (água quente, água gelada, água de torre, glicol e/ou vapor) e as interfaces com a planta existente. A solução é indicada para produtos como sucos clarificados, água de coco, vinho, chá, cerveja, bebidas gaseificadas, bebidas vegetais e ovos líquidos, onde a estabilidade hidráulica e a resposta térmica rápida são determinantes para a qualidade final.
O produto é normalmente recebido em um tanque de equilíbrio, responsável por estabilizar a vazão, a temperatura de alimentação e as condições hidráulicas, assegurando continuidade operacional e repetibilidade do tratamento térmico. A partir desse ponto, uma bomba sanitária de alimentação conduz o produto ao circuito de troca térmica, mantendo controle preciso de vazão e operação estável em regime contínuo.
Na seção de troca térmica, o produto percorre o trocador de calor a placas sanitário em múltiplos estágios. A etapa de regeneração térmica permite que o produto quente transfira energia ao produto frio de entrada, alcançando elevados índices de eficiência energética e reduzindo significativamente o consumo específico de utilidades. O aquecimento final é realizado por meio de circuito de água quente aquecido por vapor indireto, com malhas de controle de temperatura projetadas para resposta rápida e manutenção rigorosa do setpoint. Após o aquecimento, o produto segue para o tubo de retenção (holding), dimensionado para garantir o tempo efetivo de residência sob as condições definidas de processo, considerando vazão nominal, regime de escoamento e características reológicas típicas de líquidos de baixa viscosidade.
A segurança do processo é assegurada por instrumentação sanitária de alta precisão e por uma lógica de intertravamentos automáticos, que garante o desvio ou recirculação do produto sempre que qualquer parâmetro crítico como temperatura, vazão, pressão diferencial ou disponibilidade de utilidades esteja fora de especificação. O controle de pressão é parte integrante do projeto, evitando fluxos cruzados indesejados entre circuitos e assegurando a integridade sanitária e operacional do sistema. Indicadores como ΔP do produto, desempenho térmico e estabilidade dos setpoints são monitorados continuamente, permitindo diagnóstico antecipado de fouling, perdas de capacidade ou necessidade de intervenções operacionais.
Do ponto de vista sanitário, o sistema é totalmente desenvolvido para CIP (Clean-In-Place) completo, sem desmontagem, abrangendo o trocador de placas, tubulações associadas, válvulas, instrumentos e circuito de retenção. As etapas de pré-enxágue, lavagem alcalina, enxágue intermediário, lavagem ácida e sanitização são parametrizadas na IHM, com controle de vazão, temperatura, tempo e dosagem química. Essa abordagem assegura repetibilidade da limpeza, controle microbiológico e alta disponibilidade operacional, especialmente relevante em linhas multissabor ou com variação frequente de produtos.
A ROTAINOX especifica componentes de padrão internacional, incluindo bombas sanitárias, válvulas higiênicas, instrumentação de vazão, pressão, temperatura, nível e condutividade, além de automação baseada em CLP/IHM industriais de referência, com possibilidade de integração a sistemas supervisórios, histórico de dados, alarmes, receitas e diagnósticos avançados. O conjunto de placas e gaxetas é selecionado conforme a janela de operação do produto, compatibilidade química de CIP, temperatura e requisitos sanitários, assegurando desempenho consistente, estabilidade hidráulica e vida útil prolongada.